��״��ʽ���ͻ�Ӧ�����ѡ��
����ʱ�䣺2012-09-19 00:00
���ݵ���������Ƥ�����ͻ��ڿ�״������������ķ�չ����Ϊ�ܹ������������������Խϴ�Ƕ������½��Ĺ�״��ʽ���ͻ�����ʾ�����������ƣ������ڵ��Ƹ��ӵ������Ϊ���ԡ� ��״��ʽ���ͻ����ձ�JPC(Japan Pipe Comveyro Co.LTD)��˾��1964������������������ʮ
����Ƥ�����ͻ��ڿ�״������������ķ�չ����Ϊ�ܹ������������������Խϴ�Ƕ������½��Ĺ�״��ʽ���ͻ�����ʾ�����������ƣ������ڵ��Ƹ��ӵ������Ϊ���ԡ�
��״��ʽ���ͻ����ձ�JPC(Japan Pipe Comveyro Co.LTD)��˾��1964������������������ʮ������о������飬��1979��׳ɹ����������1̨��״��ʽ���ͻ�������Ӧ��ʵ�����ѻ����γ���������ۺͲ�Ʒϵ�У������������Ȩ��������˹ͨ(BRIDGESTONE TPE CO.LTD.)��˾���ҹ���20���;�ʮ������ձ�����˹ͨ��˾�����˹�״��ʽ���ͻ�������켼�����ڹ��ڿ�ʼ�˹�״��ʽ���ͻ�����ƺ����졣��״��ʽ���ͻ���Ӧ�õĵ������ϰ�����ʯ��ú����̿��ʯ��ʯ����ʯ��ҳ�Һͳ����������һЩ�dz��Ѵ��������ϣ����Ũ���ʯ�ͽ�̿��ճ������������������������������ʪ��ú�ҡ�β�����������˳���Ҳ���ù�״��ʽ���ͻ����͡�����������״��ʽ���ͻ����ڸ���ҵ�õ��㷺Ӧ�á�Ŀǰ���Ѿ�ʹ���ڳ���糧����úϵͳ���ܾ�500mm������1500t/h���������ͳ���1.5km�����ػʵ���ͷ�Ŀ�ʯ����ϵͳ���ܾ�500mm������5000t/h���������ͳ���2.5km�������߸������Ŀ�ʯ��������ϵͳ���ܾ�300mm������500t/h���������ͳ���3.6km����
1. ��״��ʽ���ͻ��ṹ����
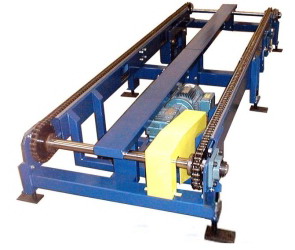
һ����״��ʽ���ͻ�һ����β�����ɶΡ���״�κ�ͷ�����ɶ���������ɡ���β����Ͳ�������γ�ԲͲ״��Ϊβ�����ɶΣ����ϵ�һ������η�Χ�ڡ�β�����ɶ��ڽ�����ˮƽ��Ϊ���ͣ������ԲͲ״���ڹ�״���ڣ��������й���ǿ�ƹ���ԲͲ״�����������潺����ԲͲ�����С�ͷ�����ɶν�����ԲͲ״��չ����Ϊƽ�棬��ͷ����ͷ��ж�ϡ��س̶�����ض���ͬ�����Կ���˵����״��ʽ���ͻ���������չ�����ϡ����ԲͲ״���С���չ��ж�ϵĹ��̡�
��״��ʽ���ͻ�����ͨ��ʽ���ͻ�������ƣ���������װ�á�ͷ����Ͳ��β����Ͳ���й���ͻ��ܵȲ�����ɣ���ͨ�ô�ʽ���ͻ�����Ҫ�������������õ����ʹ����й���ṹ��
1.1 ���ʹ�
���ʹ���Ҫ��Ϊ����������������о�������֡�Ϊ�˱������ʹ�ͨ���й���ʱ�γ�Բ��״���Լ�ͨ�����ɶ��γ�ƽ�棬���ʹ�����ͬʱ���и��Ժ����ԣ��������ʹ���֯�������������Ҫ�����ڹ�����״Ƥ�����������ܻ������أ��ֽδ����ý��ڡ�
���ʹ����γ�Բ��״ʱ�Ĺؼ����γɽ����Ĵ�ӡ������Ϊ��֤���Ͽ��Ը��õ��ܷ⡢��ֹй©���ֶΡ���ˣ�Ϊ���ܹ�������ӣ���Ҫ�������ʹ���Ե�ĸ��ԡ�һ���ͨ���������½���ĺ�Ⱥ��������ﵽ������ʹ���Ȼ����Բ��״������������ʱ����ӳ��ȿ�ȡΪԲ��ֱ����һ�룬������������Բ��ֱ���Ĺ�ϵΪ��B����π+1/2��d
1���ڱ��渲�ǽ� 2�D�ĵ�� 3�D����渲�ǽ� 4�D��Ե
1.2 ���
��״��ʽ���ͻ��й�������������ɣ��������й���Ͷ�����й��顣�������й���۽�һ����10°��20°��30°��45°��60°����Ҫ����ͷβ�����ɶΣ��ṹ��ʽ�Ͳ��ü������ͨ��ʽ���ͻ���ͬ��������й��������¼�����ʽ��
(a)ÿ���й����������й���ɣ�(b)��������й���ɣ�ÿ���ڵ��й����е��з�λ��������Լ����й�������(c)�й��������ڲ�ߵĽṹ��ʽ��(d)���ط�֧�����й��й��飬�س̷�֧�����й��й��飻(e)��������й�֧�����ʹ���������С�й�����ס���ʹ���Ե�Ľṹ�������ԣ�a���ṹ��ʽ Ϊ������
����Բ�ܵ�ֱ��ԽС�����ʹ��ĺ���ն�ҲҪ����Ӧ��С�������й��������ÿ��Ը��ݲ�ͬ��ֱ�����С���ȷ�����ʱ����Ӧ���ǵ��������͵���ɢ�ȡ�ת��뾶�ͻ������͵����ء��й���ࡢ����ֱ���ɰ��±�����ѡȡ��
�ܾ���mm�� �ھ���mm�� ����ࣨm�� ����ֱ����mm��
100 100.2 1.0 48.6
150 150.7 1.5 60.5
200 199.1 1.6 60.5
250 263.5 1.7 89.1
300 285.2 1.8 89.1
350 334.3 1.9 89.1
400 426.5 2.0 114.3
500 509.5 2.2 114.3
600 603.5 2.4 139.8
700 690.6 2.5 139.8
800 - 2.7 164.2
1.3 ���ɶ�
��״��ʽ���ͻ� ��Ҫ�����������ν�ͨ����Ͳ��ƽ�����ʹ����ɹ�״�����ͻ���β�����ɶΣ����ʹ���ƽ�δ�����Բ���Σ�����ͨ��ʽ���ͻ����ƣ����ʹ��ɲ�ͬ�۽ǵ��й���֧�С�����ƽ�����Բ�εĹ����У�������Ե�����죬���ɴ˲���������Ӧ����������ɶ�̫�̣�����Ե�������������Ӧ�������ֹ���ƣ�͵��������ؿ����ѽ�����Ե�����ɶ�̫��������������Ƥ����ճ��ȣ����ܻ��Ƥ����ʱ��������������ƴ������ơ�
1.3.1 ���ɶν���
Ӧ����֪�ļ��㷽����������ʹ����ɶ��γɹ����и���������ߣ�����ͼʾ��ͼ�����δ��µ���Ϊ��z��a��z��0.9a��z��0.8a��z��0.7a��z��0.6a��z��0.5a��z��0.4a��z��0.2a��z��0����������ߡ���zΪ�����ʹ����ķ���ָ��ͷ��������Ͳ���꣬aΪ���ɶγ��ȣ�
��״��ʽ���ͻ����ձ�JPC(Japan Pipe Comveyro Co.LTD)��˾��1964������������������ʮ������о������飬��1979��׳ɹ����������1̨��״��ʽ���ͻ�������Ӧ��ʵ�����ѻ����γ���������ۺͲ�Ʒϵ�У������������Ȩ��������˹ͨ(BRIDGESTONE TPE CO.LTD.)��˾���ҹ���20���;�ʮ������ձ�����˹ͨ��˾�����˹�״��ʽ���ͻ�������켼�����ڹ��ڿ�ʼ�˹�״��ʽ���ͻ�����ƺ����졣��״��ʽ���ͻ���Ӧ�õĵ������ϰ�����ʯ��ú����̿��ʯ��ʯ����ʯ��ҳ�Һͳ����������һЩ�dz��Ѵ��������ϣ����Ũ���ʯ�ͽ�̿��ճ������������������������������ʪ��ú�ҡ�β�����������˳���Ҳ���ù�״��ʽ���ͻ����͡�����������״��ʽ���ͻ����ڸ���ҵ�õ��㷺Ӧ�á�Ŀǰ���Ѿ�ʹ���ڳ���糧����úϵͳ���ܾ�500mm������1500t/h���������ͳ���1.5km�����ػʵ���ͷ�Ŀ�ʯ����ϵͳ���ܾ�500mm������5000t/h���������ͳ���2.5km�������߸������Ŀ�ʯ��������ϵͳ���ܾ�300mm������500t/h���������ͳ���3.6km����
1. ��״��ʽ���ͻ��ṹ����
һ����״��ʽ���ͻ�һ����β�����ɶΡ���״�κ�ͷ�����ɶ���������ɡ���β����Ͳ�������γ�ԲͲ״��Ϊβ�����ɶΣ����ϵ�һ������η�Χ�ڡ�β�����ɶ��ڽ�����ˮƽ��Ϊ���ͣ������ԲͲ״���ڹ�״���ڣ��������й���ǿ�ƹ���ԲͲ״�����������潺����ԲͲ�����С�ͷ�����ɶν�����ԲͲ״��չ����Ϊƽ�棬��ͷ����ͷ��ж�ϡ��س̶�����ض���ͬ�����Կ���˵����״��ʽ���ͻ���������չ�����ϡ����ԲͲ״���С���չ��ж�ϵĹ��̡�
��״��ʽ���ͻ�����ͨ��ʽ���ͻ�������ƣ���������װ�á�ͷ����Ͳ��β����Ͳ���й���ͻ��ܵȲ�����ɣ���ͨ�ô�ʽ���ͻ�����Ҫ�������������õ����ʹ����й���ṹ��
1.1 ���ʹ�
���ʹ���Ҫ��Ϊ����������������о�������֡�Ϊ�˱������ʹ�ͨ���й���ʱ�γ�Բ��״���Լ�ͨ�����ɶ��γ�ƽ�棬���ʹ�����ͬʱ���и��Ժ����ԣ��������ʹ���֯�������������Ҫ�����ڹ�����״Ƥ�����������ܻ������أ��ֽδ����ý��ڡ�
���ʹ����γ�Բ��״ʱ�Ĺؼ����γɽ����Ĵ�ӡ������Ϊ��֤���Ͽ��Ը��õ��ܷ⡢��ֹй©���ֶΡ���ˣ�Ϊ���ܹ�������ӣ���Ҫ�������ʹ���Ե�ĸ��ԡ�һ���ͨ���������½���ĺ�Ⱥ��������ﵽ������ʹ���Ȼ����Բ��״������������ʱ����ӳ��ȿ�ȡΪԲ��ֱ����һ�룬������������Բ��ֱ���Ĺ�ϵΪ��B����π+1/2��d
1���ڱ��渲�ǽ� 2�D�ĵ�� 3�D����渲�ǽ� 4�D��Ե
1.2 ���
��״��ʽ���ͻ��й�������������ɣ��������й���Ͷ�����й��顣�������й���۽�һ����10°��20°��30°��45°��60°����Ҫ����ͷβ�����ɶΣ��ṹ��ʽ�Ͳ��ü������ͨ��ʽ���ͻ���ͬ��������й��������¼�����ʽ��
(a)ÿ���й����������й���ɣ�(b)��������й���ɣ�ÿ���ڵ��й����е��з�λ��������Լ����й�������(c)�й��������ڲ�ߵĽṹ��ʽ��(d)���ط�֧�����й��й��飬�س̷�֧�����й��й��飻(e)��������й�֧�����ʹ���������С�й�����ס���ʹ���Ե�Ľṹ�������ԣ�a���ṹ��ʽ Ϊ������
����Բ�ܵ�ֱ��ԽС�����ʹ��ĺ���ն�ҲҪ����Ӧ��С�������й��������ÿ��Ը��ݲ�ͬ��ֱ�����С���ȷ�����ʱ����Ӧ���ǵ��������͵���ɢ�ȡ�ת��뾶�ͻ������͵����ء��й���ࡢ����ֱ���ɰ��±�����ѡȡ��
�ܾ���mm�� �ھ���mm�� ����ࣨm�� ����ֱ����mm��
100 100.2 1.0 48.6
150 150.7 1.5 60.5
200 199.1 1.6 60.5
250 263.5 1.7 89.1
300 285.2 1.8 89.1
350 334.3 1.9 89.1
400 426.5 2.0 114.3
500 509.5 2.2 114.3
600 603.5 2.4 139.8
700 690.6 2.5 139.8
800 - 2.7 164.2
1.3 ���ɶ�
��״��ʽ���ͻ� ��Ҫ�����������ν�ͨ����Ͳ��ƽ�����ʹ����ɹ�״�����ͻ���β�����ɶΣ����ʹ���ƽ�δ�����Բ���Σ�����ͨ��ʽ���ͻ����ƣ����ʹ��ɲ�ͬ�۽ǵ��й���֧�С�����ƽ�����Բ�εĹ����У�������Ե�����죬���ɴ˲���������Ӧ����������ɶ�̫�̣�����Ե�������������Ӧ�������ֹ���ƣ�͵��������ؿ����ѽ�����Ե�����ɶ�̫��������������Ƥ����ճ��ȣ����ܻ��Ƥ����ʱ��������������ƴ������ơ�
1.3.1 ���ɶν���
Ӧ����֪�ļ��㷽����������ʹ����ɶ��γɹ����и���������ߣ�����ͼʾ��ͼ�����δ��µ���Ϊ��z��a��z��0.9a��z��0.8a��z��0.7a��z��0.6a��z��0.5a��z��0.4a��z��0.2a��z��0����������ߡ���zΪ�����ʹ����ķ���ָ��ͷ��������Ͳ���꣬aΪ���ɶγ��ȣ�
��һƪ���������͵����ͼ��ص�
��һƪ����ʽ���ͻ��ڻ��������е�Ӧ��